



Written by Stephen Ansell, General Manager at AME.
A Safety Guide
Air oil separators are used to remove the lubricating oils from air compressors. Oil is generally introduced into the system to lubricate the compressor screws. This oil then needs to be captured and returned to be reused, leaving compressed air free from lubricant oil.
The oil is retrieved through a process called coalescence, “co,” meaning together, and “alescence,” from the Latin word alescere, meaning to grow. The principle requires the suspended minute oil droplets to pass through a filter element allowing multiple miniature droplets to come together growing into larger droplets which then allow gravity to take effect. Gravity forces these larger droplets to make their way to the bottom of the vessel to be recycled back into the lubrication process.
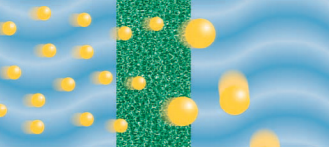
These air oil separators use filters that can extract the oil mist from the compressed air mixture. However, not all the oil vapour is removed depending on the operating pressure and temperature.
“T” tanks are just another type of air oil separator used on drill rigs. The environment in which these drill rigs work is generally hot and dusty and usually for extended periods.
Air oil separators contain the three main elements of the fire triangle: oxygen (from the compressed air), heat (from the compression process) and fuel (from the lubricating oil).
Under certain circumstances, the lubricating oil can reach its flashpoint, and should the temperatures increase; it may reach its fire point. A flashpoint is the lowest temperature at which the vapour must reach before it can ignite. For lubricating oil, the flashpoint temperature is approximately 210o C. The fire point – usually 10 to 15 degrees higher – is the point at which the vapour continues to burn. Once the temperature has reached the vapour’s flashpoint, an ignition source is required to cause the flashover. Even if there is no ignition source, if the vapour’s temperature increases further, it may reach the auto-ignition point. In the case of lubricating oils, the auto-ignition point is approximately 270oC.
A flashover won’t necessarily continue to burn as there might not be enough oil vapour produced to continuously equalise the fire triangle with respect to the fuel component.
Pressure Vessels
As we all know, air oil separators are a type of pressure vessel and as such should be designed to AS 1210 or similar international standards. AS 1210 requires the designer to consider many factors when designing pressure vessels such as design life, design pressure and design temperature, along with various fluctuations in all these areas. One crucial factor to consider in the design of pressure vessels is the operating temperature and the effect on creep over time.
What is creep? Creep is defined as a time-dependent deformation at elevated temperature and constant stress.
The designer is required to consider the design lifetime in creep range for either the complete vessel or various individual components of the vessel.
It follows then that a failure from such a condition is referred to as a “creep failure” or, occasionally, a stress rupture. The temperature at which creep begins to occur depends on the alloy composition.
For most carbon steels, the onset of creep starts at around 400o C. This can also be affected by the operating stresses the vessel is experiencing.
The question that often arises following a flashover is: has the structural integrity of the pressure vessel been adversely affected due to creep? The answer to this is not straight forward, and too many factors can change the answer. Having said this, the duration of the flashover or fire within the vessel can vary, which will, in turn, vary the temperature reached within the vessel. In various fire tests, temperatures sit around 300 to 400o C and can peak in excess of 900o C.

Most short-term fires would have little effect (with regards to creep) on a pressure vessel’s structural integrity. These air oil separators have been designed to be working under normal circumstances with temperatures to around 150o C. In a worst-case flashover, you may only expect to fall into the first or second stages of the graph above.
However, to be fully convinced of the vessels structural integrity following a flashover, you would need to undertake some metallurgical tests and a hydrostatic test. Such tests look at the microstructure of the steel shell and take a hardness test to check the tensile strength of the vessel post-incident.
An example of a “T” tank that had suffered a flashover was metallurgically prepared and tested via metallography techniques with consistent observations of ferrite and pearlite to what would ordinarily be expected on non-effected carbon steel. In addition, a number of hardness tests were conducted with results on the Vickers scale ranging from 154 to 157. These numbers equate to tensile strength equivalents of around 494 MPa. This is well within the original steel specifications.
Finally, once any component change-outs or other repairs are completed, a tested and passed hydrostatic test would confirm this.