



Ultrasonic testing (UT) makes use of sound waves during the inspection of various types of materials.
It is also referred to as ultrasonic thickness measurement (UTM) and is usually utilised on metal parts or structures. The reason for this is that metal and solid materials carry sound waves in a way that makes this kind of measurement possible.
As one of many non-destructive testing (NDT) methods, ultrasonic testing is a commonly used method employed by NDT Technicians. UT allows inspectors to collect data concerning the condition of an asset without the need to damage it; for example, as part of an investigation or root cause analysis.
The development of ultrasonic testing began after the sinking of the Titanic 1912. Back then, researchers were looking for ways for ships to detect icebergs without necessarily seeing them. They started testing sound waves with that goal in mind.
Ultrasonic testing was developed further during the First World War as a method of finding submarines. However, it was only in 1928 that scientists began using ultrasonic testing for industrial purposes.
What sparked this was Soviet researcher Sergei Sokolov’s discovery that sound waves could be utilised to detect or determine defects in metals. Over the years, ultrasonic testing became widely adopted, and is now, in fact, one of the more popular NDT methods.
If you want to know more about ultrasonic non-destructive testing, then this comprehensive guide is for you. Read on to know more about the basics of ultrasonic testing.
Table of Content
» What is Ultrasonic Testing?
» UT Steps & Procedures
» Ultrasonic Testing Methods
» Ultrasonic Testing Types
» UT Testing Equipment
» Applications of Ultrasonic Testing
» Advantages & Disadvantages
» Australian UT Standards
» AME Ultrasonic Testing Services
What Is Ultrasonic Testing?
Ultrasonic testing is a type of non-destructive testing method that works by sending ultrasonic waves through the object or material being inspected.
During ultrasonic testing, the inspector uses a probe or a certain other kind of transducer to transmit sound waves that penetrate the material they want to test. If the material is flawless or has no defects, the sound waves will simply pass through it. However, if the sound waves hit a flaw or defect, they will bounce off and rebound, thereby indicating the presence of a flaw in the material.
These high-frequency sound waves are transmitted into materials for assessment purposes to take dimensional measurements or to detect flaws. In general, UT inspection applications utilise short-pulse waves with frequencies ranging from 0.1 to 15 MHz. However, they could also use frequencies of up to 50 MHz.
The signal from the sound waves can be used by inspectors to create a 3-dimensional visualization of the material. Doing so makes determining the distances between various defects found in the material easier.
A common application for the UT method is for ultrasonic thickness measurement. It is used to determine the thickness of an object, as in the case of Pressure Vessel and pipework corrosion assessment.
Ultrasonic Testing Principles Explained
According to the principle of ultrasonic testing, the two methods of receiving the ultrasound waveform are reflection and attenuation.
- Reflection (pulse-echo): In this method, the transducer sends and receives the pulsed waves as the sound is reflected back to the device. The reflected ultrasound originates from an interface; for example, the back wall of the object being inspected or from a flaw within the object. The results are then displayed on the diagnostic machine in the form of a signal with an amplitude that indicates the intensity of the reflection, and the distance which represents the arrival time of the reflection.
- Attenuation (through-transmission): In the attenuation method, a transmitter sends ultrasound waves through one surface. Then, a separate receiver detects the amount of sound that reaches it on another surface after penetrating through the medium. Imperfections, flaws, or other conditions in the space between the transmitter and receiver decrease the amount of sound that can be transmitted, which ultimately reveals their (imperfections, flaws, etc.) presence. By using couplant, the efficiency of the process is increased through the reduction of the losses in the ultrasonic wave energy because of the separation between the two surfaces.
What Is a Couplant in Ultrasonic Testing?
A couplant is a substance (usually viscous or liquid) that is used between the transducer and the test piece. Ultrasonic couplants are generally used in contact testing applications to facilitate the transmission of sound energy between the transducer and test surface.
Couplants are usually moderately viscous, nontoxic liquids, pastes or gels. They are necessary because sound energy at the ultrasonic frequencies typically required for NDT is not transmitted effectively through air.
Aside from the effect of air on attenuation, it also presents a severe acoustic impedance mismatch in relation to both the transducer wear plates and typical test materials. In fact, even a very small air gap between the transducer and the test piece can prevent sound energy from being transmitted efficiently and render conventional testing impossible.
There are different types of couplants used in ultrasonic testing. These include glycerin, water, motor oil, grease, and certain commercial products like hair gel. However, for best results, especially in high-temperature and normal incidence shear wave testing, specially formulated couplants are highly recommended.

[ AME Inspector Performing Ultrasonic Thickness Testing on a Horizontal Receiver ]
Ultrasonic Testing Steps/Procedure
The NDT UT procedure is an intricate process, and the following only provides a general overview of the steps to be taken:
- Surface preparation
- Equipment calibration
- Material propagation angle and mode
- System calibration
- Straight beam calibration
- Calibration confirmation
- Distance range points
- Examination
- Assessment
- Acceptance standard
- Reports
Ultrasonic Testing Methods
There are three common ultrasonic methods of non-destructive testing, and these are described briefly below:
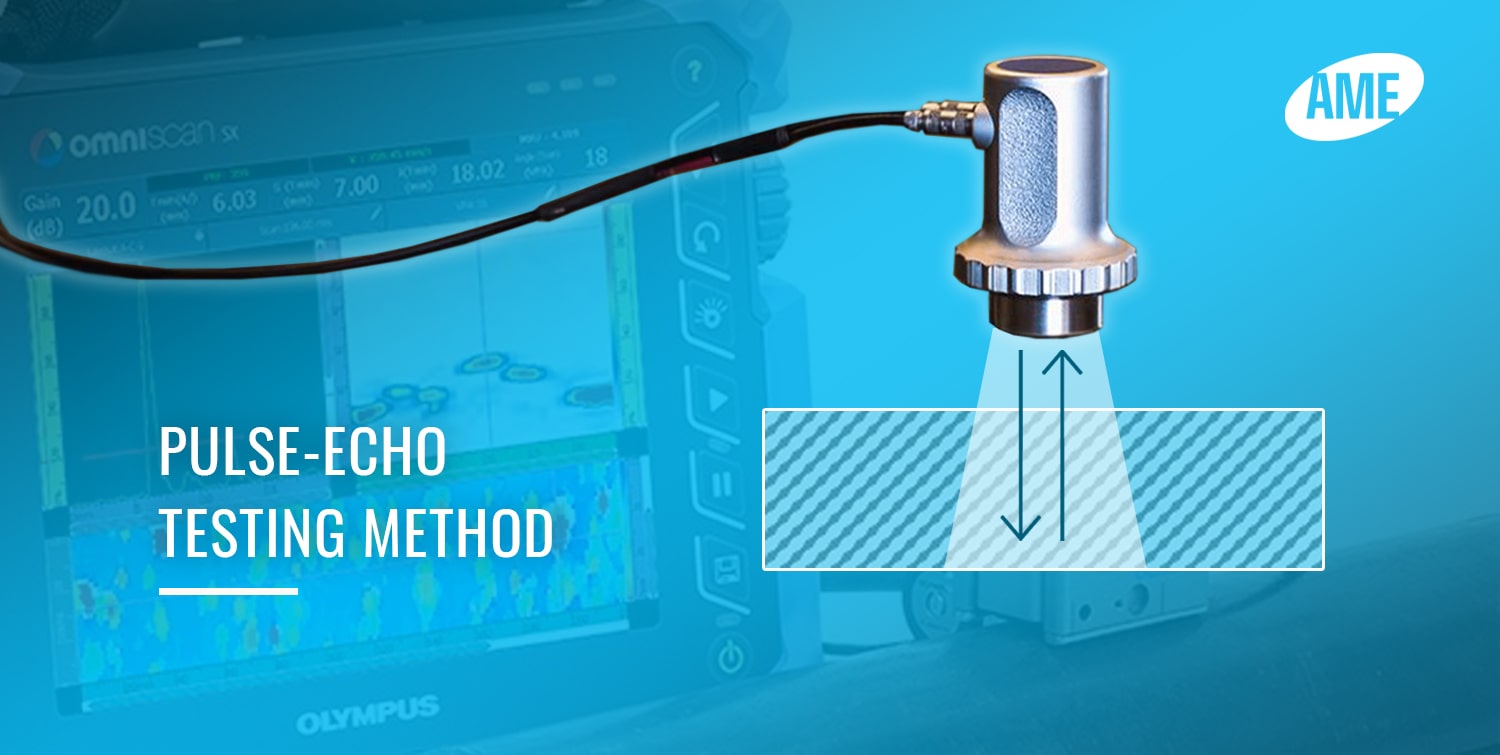
Pulse-Echo Testing Method
The ultrasound pulse echo testing method is more sensitive than through-transmission. It is used to identify flaws in a material by measuring the amount of time it takes for amplitude signals to travel between different points or surfaces in the material being tested.

Through-Transmission Method
The through-transmission method uses two transducers, with each one placed on opposite sides of the material being inspected. One transducer creates a pulse whilst the other receives it. When a disruption in the pulse is detected, inspectors will know that a flaw or defect is present in the route between the two transducers.
Resonance Method
Resonance is a lot like the pulse-echo testing method. However, with resonance testing, the transmission regularity can be modified. The resonance testing method is utilised when only one side of a material can be accessed.
Ultrasonic Testing Types
There are various ultrasonic testing types; however, the ones discussed below are among the most common:
Contact Ultrasonic Testing
Contact-type ultrasonic tests are usually utilised in the construction industry. Here, the gel-couplant is applied to the material that is being tested, as well as the transducers to ensure wave propagation travel without any air gaps.
Ultrasonic Immersion Testing
Ultrasonic immersion testing involves the inspection of engineering parts and components submerged in water by ultrasound. Here, the test object is placed in a tank filled with water and an ultrasound probe is moved over the surface of the part being checked. The sound’s interaction with the interior microstructure or the inner surface of the component is then followed to reveal if any flaws exist.
What NDT Ultrasonic Testing Equipment Is Required?
There are various types of ultrasonic NDT equipment used to carry out ultrasonic testing, including:
- Power supply
- Transducer
- Pulser/receiver
- Sweep generator
- Display and timer
Applications of Ultrasonic Testing
Ultrasonic testing has a range of applications across different sectors, including the mining, aerospace, automotive, construction, rail, medical and oil and gas industries.
It is particularly useful in testing the integrity of certain materials or components. This includes:
- Ultrasonic pipe thickness testing;
- Short range ultrasonic testing for storage tanks;
- Conveyor belt thickness’
- Tailings pipe (PE Pipe) thickness
- Defect sizing ultrasonic testing for aerospace components and structures;
- Application of magnetic particle testing on ferromagnetic parts and materials; and the
- Ultrasonic testing of welds to check for the presence of flaws or discontinuities which can be performed on both ferrous and non-ferrous materials, thicker parts and ones that are accessible from only one side.
UT can also be utilised to detect finer defects and planar flaws which may not be detected easily with radiographic testing.
UT Thickness Testing
Ultrasonic thickness testing (UTT) or gauging is done to determine the extent of corrosion and erosion in storage tanks, piping walls, pressure vessels and other equipment. It measures the thickness of the material being checked through the use of the contact pulse-echo technique at temperatures not exceeding 93°C (200°F).
Advantages of Ultrasonic Testing
There are several advantages of ultrasonic testing, such as:
- Excellent penetration power which enables UT to detect flaws or imperfections located deep with a component, part or asset.
- High level of sensitivity that allows for the accurate detection of even the smallest flaws.
- Capable of being utilised for testing an object even if only one side is accessible.
- Greater precision in detecting the depth of internal flaws and the thickness of parts with parallel surfaces when compared with other NDT methods.
- Ability to estimate the size, shape, orientation and nature of the defects with a high degree of accuracy.
- Can estimate the alloy structures of parts or components with varying acoustic properties.
- Safe or non-hazardous to nearby personnel, equipment or materials.
- Automated and portable operations in different job sites possible.
- Speedy results in certain UT techniques like phased array ultrasonic testing can be obtained, so immediate decisions to be made.
- Ease of use facilitated with the availability of innovative and intuitive UT technology.
Disadvantages and Limitations of Ultrasonic Testing
Although UT provides a number of advantages, there are also a few disadvantages of ultrasonic testing, such as:
- Due to its highly technical nature, it requires the expertise of experienced technicians for proper inspection and precise data interpretation.
- It can yield false positive results (aka ‘spurious signals’) which can result from tolerable anomalies and in the geometry of the part or component under inspection.
- Objects or parts that are rough, irregularly shaped, very small or thin, or not homogeneous are challenging to inspect.
- Surface preparation is crucial for best results. Therefore, loose scale or paint has to be removed prior to testing. However, clean and properly bonded paint may be left as is.
- Conventional UT requires the use of couplants for testing.
- UT sensitivity may be reduced in relation to volumetric flaws, especially with metal inclusions.
Australian Standards for Ultrasonic Testing
There are different Australian Standards, rules, and regulations regarding NDT testing, including ultrasonic testing acceptance criteria, as evidenced in the following Australian Standards:
- AS 1710-2007 REC:2017: Non-destructive testing-Ultrasonic testing of carbon and low alloy steel plate and universal sections-Test methods and quality classification
- AS 2083-2005, Rec:2017: Calibration blocks and their methods of use in ultrasonic testing
AME Ultrasonic Testing Services
Companies and establishments that require services for NDT in Perth, including ultrasonic testing, can count on Asset Management Engineers (AME) for top-of-the-line service delivery using innovative equipment to generate accurate results.
As one of Perth’s and Western Australia’s most reliable ultrasonic testing service providers, you can depend on us to provide expert assistance in all your NDT needs.
Other NDT Resources
➜ Non-Destructive Testing Guide