



Wire ropes used in cranes & hoists for lifting purposes will experience deterioration throughout their entire service lives. A Root Cause Analysis often shows, that deterioration occurs through two principal mechanisms, namely, external and internal fatigue, which is caused by bending over sheaves or drum windings and crushing, which is caused by multilayer drum spooling. Another major cause of deterioration in a wire rope is the lack of lubrication.
What is external and internal fatigue?

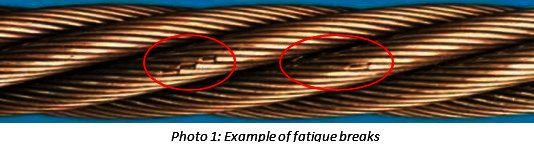
During its operational life a wire rope is exposed to repetitive bending stresses. This will lead to the development of cracks or breakages in the individual wires. Key characteristics of fatigue breaks are usually square ends, while abrasion plus fatigue breaks typically have a more chiselled appearance. This is considered normal long term condition to the operating process. Tensile wire breaks are typically characterized by cup and cone appearance.
Where wire rope breakage occurs
The main areas where breakage occurs are in sections of the wire rope that repetitively pass over sheaves or single layer drums. The various contact phenomena that occur compounds the alternating bending stresses. The breaks that occur in these areas are usually external on the contacting surfaces and visually identifiable. Once broken wires appear the breakages within the area usually develop rapidly in a short period of time.
Internal break development depends largely on the loading conditions and especially the rope construction for example, the number of strands or strand thickness. Multi strand ropes are prone to developing internal breaks due to the multiple localised contact points between the strands. The strands make contact at various angles throughout the different layers and experience a combination of radial loading, relative motion between wires and bending stresses.

These internal breaks primarily occur on the wires between the outer and second layer of strands and usually do not provide any visual signs. Overhead travelling cranes often only have one single layer on a grooved drum and the rope normally passes through multiple sheaves. This type of operation leads to the majority of fatigue failure to occur internally on the wires where the wire strands are in contact with each other.

The other main cause of wire rope deterioration is lack of lubrication. AME has recently completed several Root Cause Analysis (RCA) failure investigations on Vehicle Hoists where the root cause was a lack of wire rope lubrication. It is essential that you follow the manufacturers recommended lubrication schedule on your cranes & hoists says AME’s managing director Trevor Hughes.
The importance of routine inspections
It is important to conduct routine inspections on wire ropes to ensure they are in good, serviceable condition. Broken wires in a wire rope must not exceed 10% of the total number of wires in a distance not more than one rope lay (8 x diameter of the wire rope). The diameter must not be reduced by more than 10% either.
Flexible Steel Wire Rope (FSWR)
FSWR is constructed of wires and strands laid around a central core.

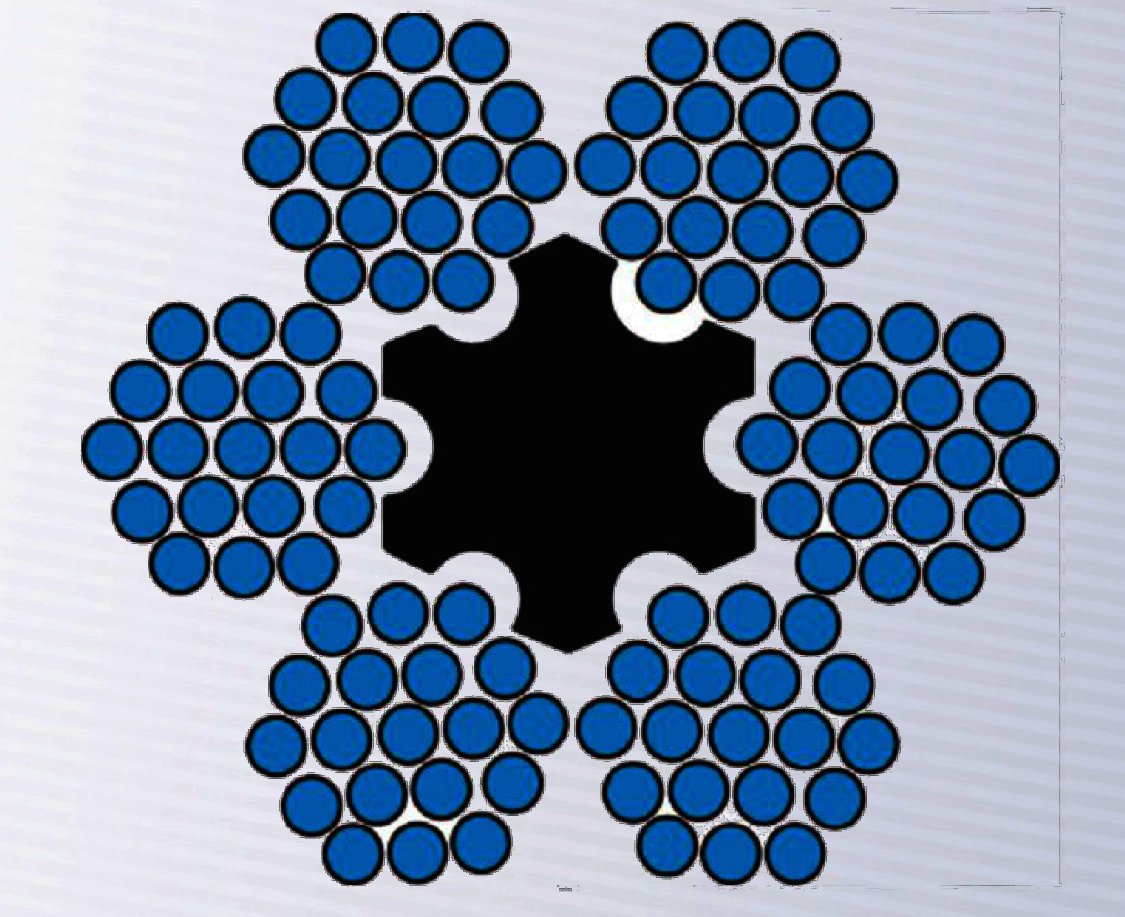
In the example on the right, there are 19 wires to the strand and 6 strands around the core making up the rope:
It is important not to confuse wires and strands. If a strand is broken, the rope is unusable. A single broken wire in a sling is not as important unless broken immediately below a metal fitting or anchorage.
Example:
Number of broken wires is not to exceed 10% of the total number of wires in the FSWR over a distance of not more than one rope lay –
One rope lay is approximately 8 x the diameter of the FSWR
e.g. 10mm diameter FSWR – 6/19 construction
6 strands x 19 wires = 114 wires
114 x 10% = 11.4 = 11
Therefore allowed 11 broken wires over a distance of 8 x 10mm = 80mm.
How to Keep your wire ropes maintained and up to safety standards
The list below outlines what inspection methods can be used to keep your wire ropes maintained and up to safety standards:
1. Visual Inspections
Visual inspections offer a simple method of detecting external wear and is recommended to be completed at routine intervals. Two key methods of visual inspection are the rag and visual method and the rope diameter measurement method.
2. The rag and visual method
The rag and visual method consists of pulling a rag across the rope at inspection speed and stopping when the rag becomes snagged by broken external wires. The inspector will then carry out a thorough visual inspection of that area to assess the rope condition. When using this method, extreme caution must be exercised.
3. The diameter measurement method
The diameter measurement method consists of comparing the rope diameter at various locations with the nominal diameter given by the rope manufacturer. Variations in diameter can indicate both internal and external damage as well as corrosion. However, visual inspections alone are not suitable for the assessment of internal damage.
4. Methods of inspection for internal damage
Effective methods of inspection for internal damage are through two electromagnetic inspection methods, namely localised flaw inspections (LF) and loss of metallic area inspections (LMA). LF inspections allow for the detection of localised flaws such as internal broken strands where LMA detect and measure the change in diameter and is a more suitable method than using callipers to determine the change in wire rope diameters.
Electromagnetic inspections and visual inspections complement one another and both are essential to rope operation safety. A thorough inspection must consider all aspects of a rope’s condition, including the findings of visual and electromagnetic inspections, operating conditions and related damage mechanisms and rope history under test as well as the history of any ropes previously used.
A program of routine visual inspections and periodic electromagnetic inspections done at scheduled intervals would help minimise the associated dangers with wire rope failure and allow equipment owners to replace wire ropes in a more cost effective manner.
➜ Learn more about Magnetic Particle Testing
Three purposes for wire rope inspection
Regular inspection and preventive maintenance of wire rope and equipment should be performed for three good reasons:
- It reveals the rope’s condition and indicates the need for replacement.
- It can indicate if you’re using the most suitable type of rope.
- It makes possible the discovery and correction of faults in equipment or operation that can cause costly accelerated rope wear.
Appoint AME for your inspections
AME inspectors are very experienced and know what to look for and know how to judge the importance of any abnormal conditions they may discover. Rest assured that AME inspectors will always obtain and follow the proper inspection criteria for each application inspected.
Contact us today to discuss your requirements for wire ropes inspection.
DISCLAIMER: The statements, views and opinions presented in this article are those of the author. Asset Management Engineers Pty Ltd does not warrant the correctness of the information provided or its fitness for any purpose.